Pengarang:
Charles Brown
Tanggal Pembuatan:
6 Februari 2021
Tanggal Pembaruan:
16 Boleh 2024

Isi
Lasan TIG (Tungsten Inert Gas) menggunakan elektroda tungsten untuk memanaskan logam, sedangkan gas argon melindungi lasan dari kotoran. Teknik ini menghasilkan pengelasan yang bersih dan berkualitas tinggi pada sebagian besar logam, termasuk baja, baja tahan karat, baja krom-molibdenum, aluminium, paduan baja dengan nikel, magnesium, tembaga, kuningan, perunggu, dan emas. Ikuti langkah-langkah di bawah ini untuk menghidupkan dan menggunakan mesin las TIG Anda.
Langkah
Metode 1 dari 3: Menyiapkan mesin las TIG
Kenakan perlengkapan keamanan. Sebelum mengoperasikan mesin las apa pun, pastikan untuk memakai kacamata pengaman, pakaian tahan api dan masker las dengan pelindung mata.
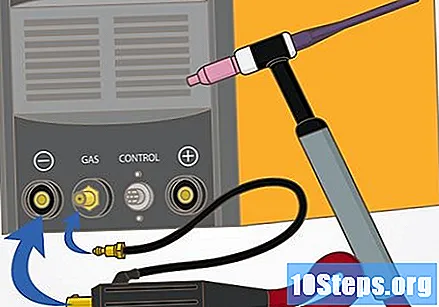
Hubungkan obor TIG. Semua obor TIG memiliki nozel keramik untuk memandu argon, selongsong tembaga untuk menahan elektroda, dan sistem pendingin. Gunakan adaptor dalam paket aksesori Anda untuk menghubungkan obor ke bagian depan mesin las.
Hubungkan pedal ke mesin. Pedal digunakan untuk mengontrol suhu pengelasan.
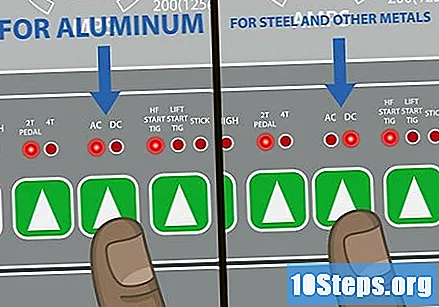
Pilih polarisasi. Ini tergantung pada jenis material yang Anda las. Jika Anda ingin mengelas aluminium, atur polarisasi mesin las ke arus bolak-balik (AC). Namun, jika Anda akan mengelas bahan lain, atur mesin las ke Direct Current Negative Electrode (DCEN).- Jika mesin memiliki opsi untuk mengubah frekuensi, beberapa penyesuaian akan diperlukan sesuai dengan bahan yang akan dilas. Untuk aluminium, mesin harus tetap pada frekuensi tinggi selama proses pengelasan. Dalam kasus baja, frekuensi harus tinggi hanya pada awal pengelasan.
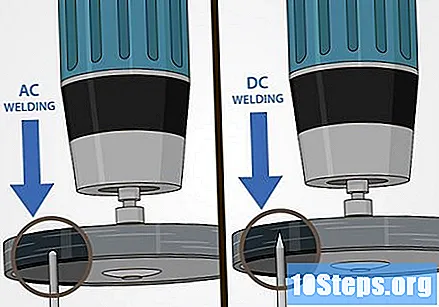
Pertajam tungsten. Ketebalan logam yang akan dilas dan arus listrik merupakan faktor yang menentukan diameter batang tungsten. Pertajam dalam arah radial di sepanjang lingkar tungsten, tidak langsung ke ujungnya.- Gunakan penggiling untuk mempertajam elektroda tungsten. Pertajam elektroda agar ujungnya searah dengan putaran amplas.
- Saat mengelas dengan arus bolak-balik, biarkan tungsten membulat; saat menggunakan arus searah, biarkan dengan titik tajam.
- Jika Anda akan melakukan pengelasan fillet, pertajam elektroda sehingga memiliki ujung tipis lima hingga enam milimeter.
Konfigurasi aliran gas. Untuk penyolderan, gunakan argon murni atau campuran, seperti argon dengan helium. Lepaskan penutup plastik.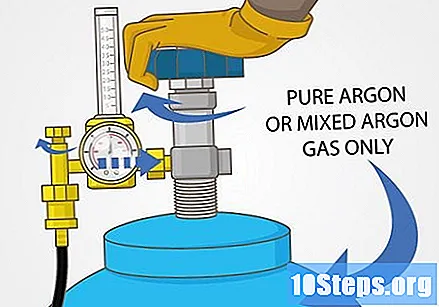
- Buka dan tutup katup gas untuk menghilangkan kotoran yang ada di dalam pipa.
- Pasang regulator gas, lalu kencangkan mur sambil memutar regulator; lakukan ini sampai regulator terpasang dengan kencang.
- Kencangkan pengatur menggunakan kunci inggris; pastikan katup regulator terbuka penuh.
- Hubungkan selang gas dan pengukur aliran, kemudian buka katup silinder. Saat membuka katup, pastikan melakukannya dengan lembut, buka sedikit demi sedikit. Pembukaan seperempat putaran biasanya cukup.
- Cari kebocoran di sepanjang pipa; Cari suara kebocoran atau gunakan semprotan pendeteksi kebocoran.
- Sesuaikan aliran gas melalui katup pengatur. Aliran gas bervariasi sesuai dengan proyek; banyak yang menggunakan aliran antara 4 dan 12 liter per menit.
Konfigurasi ampere. Arus listrik memungkinkan Anda untuk mengatur kontrol yang akan Anda miliki selama proses pengelasan.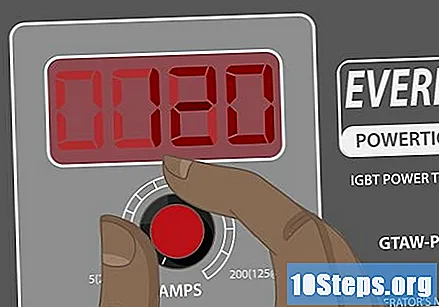
- Semakin tebal logam yang akan dilas, semakin besar arus listriknya.
- Semakin Anda terkoordinasi dengan pedal, semakin tinggi ampere yang didapat.
- Berikut adalah beberapa proporsi konvensional, ketebalan material x arus: 1.6mm, antara 30 dan 120 amp; 2.4mm, antara 80 dan 240 amp; 3,2 mm, antara 200 dan 380 amp.
Metode 2 dari 3: Mengelas Logam
Bersihkan logam yang akan dilas. Permukaan harus dibersihkan dari segala kotoran.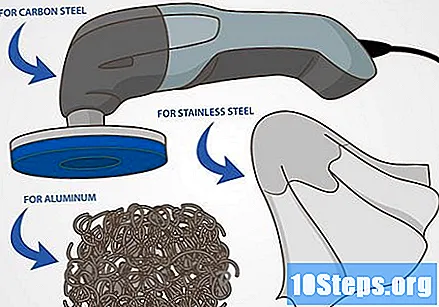
- Jika Anda mengerjakan baja karbon, gunakan pengampelas untuk menjaga kebersihan material.
- Untuk aluminium, yang terbaik adalah menggunakan sikat baja tahan karat.
- Untuk baja tahan karat, bersihkan area las dengan sedikit pelarut pada kain. Pastikan untuk menyimpan pelarut dan bahan kimia lainnya di tempat yang aman sebelum memulai pengelasan.
Masukkan tungsten ke dalam soketnya. Longgarkan bagian belakang penjepit elektroda, masukkan elektroda tungsten dan kencangkan kembali bagian belakang. Kemungkinan elektroda berada setidaknya 6 mm dari penjepit.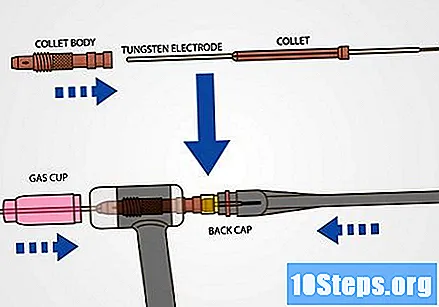
Bergabunglah dengan bagian-bagian yang akan dipecahkan. Gabungkan bagian-bagiannya menggunakan braket C atau besi persegi.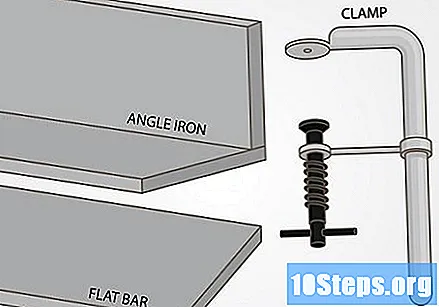
Bergabunglah dengan potongan-potongan menggunakan tetesan solder. Ini akan membantu menyatukan bagian-bagian saat Anda melakukan pengelasan akhir. Sisakan beberapa inci di antara tetesan las.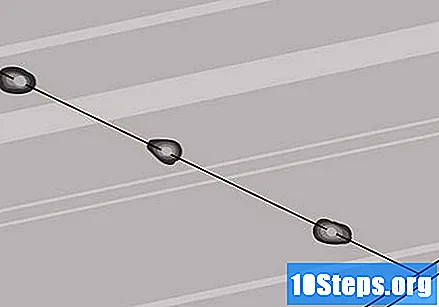
Pegang obor TIG. Pastikan untuk menahannya pada sudut 75 derajat dan sedikit lebih dari 6 mm dari bagiannya.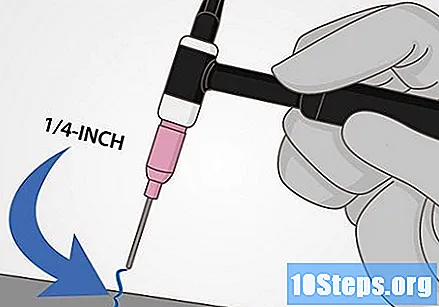
- Jangan biarkan tungsten menyentuh kolam las, karena akan mencemari material.
Praktikkan kontrol suhu menggunakan pedal. Kolam las harus memiliki lebar 6 mm. Penting untuk menjaga kolam pengelasan pada ukuran yang konsisten agar garis pengelasan konsisten.
Pegang batang pengisi solder dengan tangan Anda yang lain. Pegang pada sudut 15 derajat ke bagian tersebut.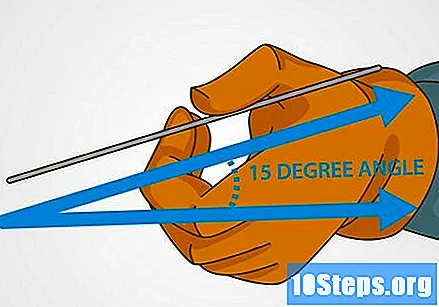
Gunakan obor TIG untuk memanaskan logam dasar. Temperatur busur listrik akan membuat genangan logam cair. Di genangan inilah pengelasan dilakukan.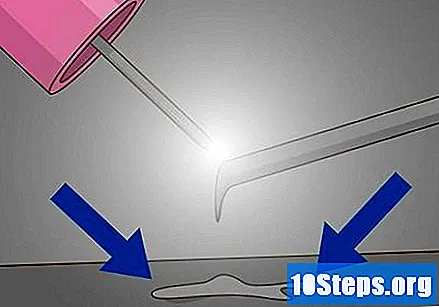
- Saat kolam las mengelilingi dua bagian logam, tambahkan bahan pengisi sedikit demi sedikit untuk menghindari penggumpalan.
- Batang pengisi akan membuat lapisan yang lebih diperkuat untuk lasan Anda.
Dengan menggunakan busur pengelasan, pindahkan kolam las ke arah yang diinginkan. Tidak seperti pengelasan MIG, di mana Anda membawa kolam las ke tempat obor mengarah, dalam pengelasan TIG Anda mendorong genangan air ke arah berlawanan dari obor.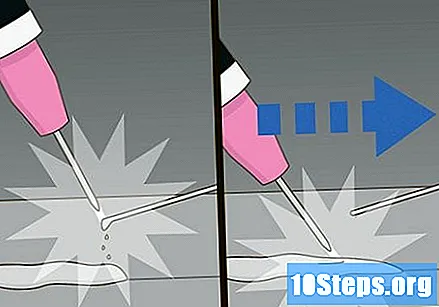
- Untuk membayangkan gerakan yang akan Anda lakukan, bayangkan orang kidal menggunakan pena. Sementara orang kidal akan menulis dengan menyeret pena, pada sudut ke kanan (seperti las MIG), orang kidal akan memiringkan pena ke kiri, tetapi masih akan menyeret pena ke kanan.
- Lanjutkan memajukan kolam pengelasan sampai seluruh area yang diinginkan dilas. Di sana, Anda membuat lasan TIG!
Metode 3 dari 3: Mempelajari Berbagai Jenis Pengelasan
Coba pengelasan fillet. Ambil aturan las tIG saat membuat las fillet. Jenis las ini terdiri dari penyambungan dua logam pada sudut tertentu. Sudut antara potongan-potongan harus antara 45 dan 90 derajat; untuk melakukan pengelasan, buat genangan las di sudut, di antara potongan-potongan. Pengelasan fillet akan terlihat seperti segitiga jika dilihat dari samping (atau dari tampilan bagian).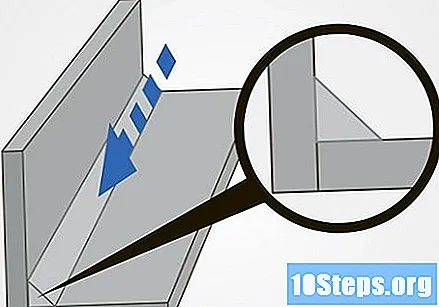
Las yang ditumpangkan. Biarkan satu bagian tumpang tindih dengan yang lain, lalu buat kolam las tempat potongan bertemu. Saat dua bagian logam bergabung, tambahkan bahan pengisi ke genangan air.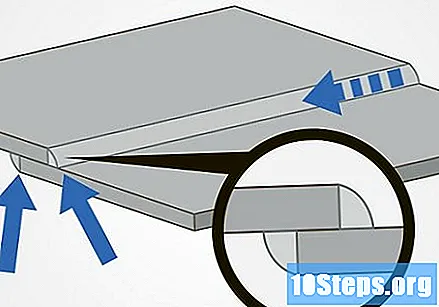
Buat lasan T dengan dua bagian. Miringkan obor ke titik yang memanaskan area lasan secara langsung. Buat busur pendek saat memanjangkan elektroda dari kerucut keramik. Posisikan batang pengisi pada titik pertemuan kedua bagian.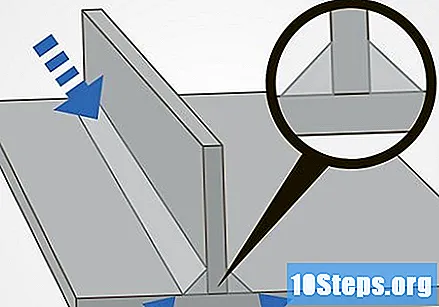
Lasan sudut. Mulailah mengelas di titik pertemuan kedua bagian. Jaga agar kolam las di persimpangan kedua bagian. Anda akan membutuhkan banyak bahan pengisi untuk melakukan pengelasan sudut, karena bagian-bagiannya tidak akan tumpang tindih.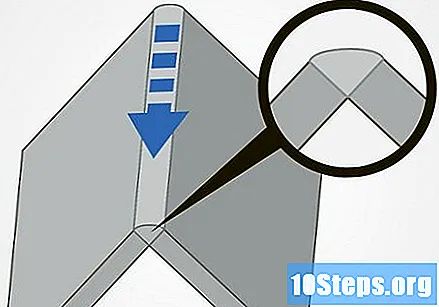
Buat las pantat. Buat kolam las tepat di persimpangan antara dua potongan logam. Jenis pengelasan ini lebih sulit, karena bagian-bagiannya tidak tumpang tindih. Setelah Anda selesai menyatukan potongan-potongan itu, turunkan rantai mesin las untuk mengisi kawah yang akan terbentuk.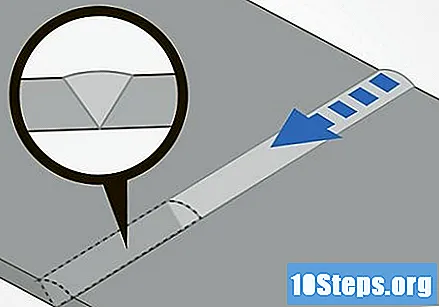
Peringatan
- Jangan gunakan argon yang dicampur dengan CO2 pada lasan TIG. CO2 merupakan gas aktif yang akan merusak elektroda tungsten.
- Gunakan masker las dengan tampilan yang digelapkan, cocok untuk pengelasan.
- Kenakan sarung tangan isolasi yang kering sebelum memulai mesin las.
- Di bawah topeng las, kenakan kacamata pengaman dengan pelindung samping.
- Kenakan pakaian dan sepatu bot tahan api yang diperkuat saat mengoperasikan mesin las.
Tips
- Jika logam yang akan dilas bersih, tidak ada percikan api yang dihasilkan selama proses pengelasan.
- Pengelasan TIG dapat dilakukan di semua posisi, baik secara horizontal, vertikal bahkan di atas kepala.
- Rahasia pengelasan TIG ada di kolam las, yang terbentuk dari bahan aditif dan logam yang dilas.
- Pengelasan TIG tidak menghasilkan asap atau uap. Jika ada asap atau uap yang muncul selama pengelasan, itu tandanya Anda perlu membersihkan logam yang sedang dilas dengan lebih baik.
- Tidak ada terak pada lasan TIG; oleh karena itu, pandangan Anda ke kolam las tidak akan terhalang.
- Jika tangki bensin sudah dekat ujung tangki, tambah aliran argon, karena campuran gas tidak begitu murni di ujung tangki.


